
聯(lián)系方式
銷售熱線:0755-27058848
0755-27058348
13510090193(同微信)
E-mail:[email protected]
地 址:深圳寶安燕羅街道下圍水工業(yè)區(qū)1棟

當(dāng)前位置:首頁 >新聞資訊 > 行業(yè)新聞
自動噴涂區(qū)域設(shè)備基本配置采購要求
發(fā)布時間:2019-10-14 14:20:12 發(fā)布人:榮德機器人
- 一、工藝條件與要求
1、工藝位置:
清洗磷化后即轉(zhuǎn)本區(qū)域噴涂設(shè)備,噴涂結(jié)束后移栽機將工件送上烘干爐輸送帶進入后序生產(chǎn)區(qū)域。
2、生產(chǎn)能力:
自動噴涂設(shè)備20小時崗位有效工作,滿載生產(chǎn)正常作業(yè)時:用戶確保上下工件節(jié)拍。全噴涂(單一規(guī)格工件時)基本節(jié)拍每分鐘8 件;半噴涂(單一規(guī)格工件)預(yù)計基本節(jié)拍每分鐘4-6件。 涂料為久美特涂料和油漆二個不同的涂料,根據(jù)需要進行定期的選擇噴涂。工件噴涂厚度5-20un可以設(shè)定。 帶風(fēng)道盤工件,風(fēng)道內(nèi)只要求噴涂上去,不作考核。

3、零件特性:
汽車剎車盤,普通盤:單片、雙片。
工件材質(zhì):HT200-250。工件尺寸:最大直徑≤ 380mm,高度≤180mm;
80%工件外徑280-320mm,內(nèi)孔φ90--φ240mm ,高度≤100mm。
件重量:最大重量 20kg,80%工件重量<12kg 。
工件類型:單片、雙片、 普通盤
噴涂位置:
1、全噴。
2、半噴:工件結(jié)合面、剎車面不噴。見示意圖。
3、對于特別的工件由人工手動噴涂,噴涂產(chǎn)量、質(zhì)量不考核。
工裝:用戶根據(jù)需要配置確保精度尺寸的大中小工裝。
4、設(shè)備整線可占地尺寸:見方案圖。
5、工作條件、環(huán)境:電源電壓:三相五線制;380V±10% 電源頻率:50 HZ
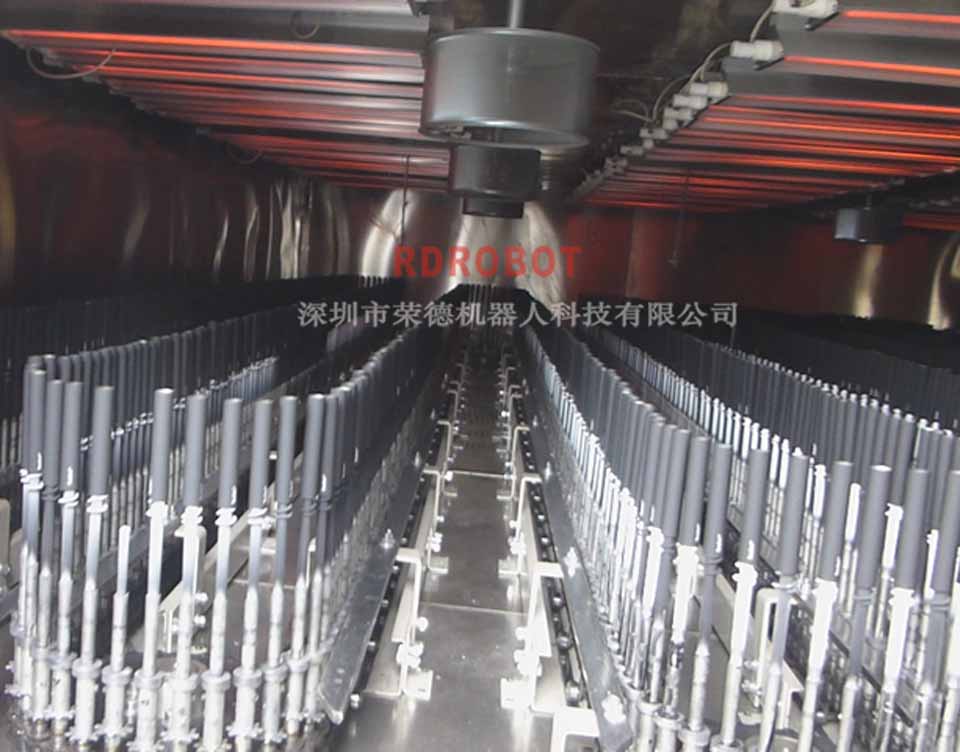
二、自動噴涂設(shè)備基本配置
該區(qū)域噴涂設(shè)備:擬采用人工在上料崗位放置工裝、工件,由移栽機抓取被噴涂工件(含工裝)移動至分割器的準(zhǔn)備崗位上,當(dāng)噴涂崗位的工件通過自動往復(fù)機噴涂后自動轉(zhuǎn)出來,由移栽機抓取放置在烘干爐輸送帶上。分割器為4+4小轉(zhuǎn)臺旋轉(zhuǎn),要求分割器和小轉(zhuǎn)臺有起始加速度和停止緩速,當(dāng)被噴涂工件轉(zhuǎn)至噴涂崗位時,噴涂旋轉(zhuǎn)工件已滿足噴涂轉(zhuǎn)動速度。
移栽機為雙方移栽方式。配置相對應(yīng)的噴涂供液系統(tǒng)、噴槍、壓力攪拌桶、攪拌桶、隔膜泵、保溫桶等。供液系統(tǒng)和噴漆供液系統(tǒng)不互換,獨立配置。含配料室共享。
本文轉(zhuǎn)自http://www.szrongde.com/article/detail/zdptqysbjbpzcg.html,未經(jīng)允許,禁止轉(zhuǎn)載!
深圳市榮德機器人科技有限公司
深圳市寶安區(qū)燕羅街道下圍水工業(yè)區(qū)第1棟
銷售熱線:0755-27058848/27058348
13510090193(同微信)
服務(wù)熱線:0755-27058848
采購熱線:0755- 27058348
采購熱線:0755- 27058348
E - mail:[email protected]
在線Q Q:516886857
版權(quán)所有:深圳市榮德機器人科技有限公司 Copyright © 2002-2022 備案號:粵ICP備05035273號
噴涂設(shè)備│ 噴涂線│ 噴涂生產(chǎn)線│ 噴涂機器人│ 自動噴涂設(shè)備│ 自動噴涂│ 噴漆線│ 自動噴漆線 | 自動噴漆機
![]()